
Principaux produits
1. Film plastique haute barrière enduit de PVA
Le film haute barrière enduit de PVA est fabriqué en enduisant du PVA avec des substances nano-inorganiques sur un film de polyéthylène, puis en l'imprimant et en le mélangeant. En partant du principe que le coût n'augmente pas considérablement, le goulot d'étranglement technique lié aux mauvaises performances de barrière du film d'emballage co-extrudé en polyéthylène à trois couches est résolu. Le film de lait à haute barrière enduit de PVA a été entièrement introduit sur le marché. Son taux de barrière à l'oxygène est inférieur à 2 cm3/(m2·24 heures·0.1MPa), les performances de barrière sont non seulement nettement meilleures que celles du film de coextrusion à cinq couches EVOH, mais le coût d'emballage est également considérablement réduit. Cela garantit non seulement toutes les exigences de qualité de l'emballage aseptique pour les objets emballés, mais réduit également considérablement le coût de l'emballage aseptique pour les entreprises de transformation des aliments et résout le goulot d'étranglement technique lié aux mauvaises performances de barrière du film d'emballage de coextrusion de polyéthylène à trois couches, qui peut être utilisé pour emballer des boissons, des jus, du lait, du vinaigre de sauce soja, etc.
2. PVDC (chlorure de polyvinylidène)
La résine PVDC est souvent utilisée comme matériau composite ou matériau monomère et feuille de film co-extrudé, et constitue le matériau d'emballage à haute barrière le plus utilisé. Parmi eux, la quantité de film de revêtement PVDC est particulièrement importante. Le film de revêtement PVDC utilise du polypropylène (OPP), du polyéthylène téréphtalate (PET), etc. comme matériau de base. En raison de la température de ramollissement élevée du PVDC pur, proche de sa température de décomposition, et de sa mauvaise compatibilité avec les plastifiants généraux, il est difficile à chauffer et à former et il est difficile de l'appliquer directement. La plupart des films PVDC actuellement utilisés sont des copolymères de chlorure de vinylidène (VDC) et de chlorure de vinyle (VC), ainsi que des films présentant des propriétés barrière particulièrement bonnes, obtenus par copolymérisation avec de l'acrylate de méthyle (HA).
Le PVDC (polychlorure de vinylidène) se caractérise par une faible perméabilité, des propriétés barrières et une résistance chimique. Il est largement utilisé dans la conservation des aliments, des cigarettes, des boissons et dans la séparation des goûts, ainsi que dans les emballages résistants à l'humidité dans les industries chimiques, pharmaceutiques, électroniques et militaires.
Le film PVDC monocouche est produit par moulage par étirage-soufflage biaxial. Il possède des propriétés de retrait, de barrière et de résistance à l'eau. Il ne se décompose pas sous l’effet du chauffage aux micro-ondes. Il est largement utilisé dans les films alimentaires ménagers.
PVDC et polyéthylène (PE), polypropylène (PP), polystyrène (HIPS) et d'autres résines synthétiques sont extrudées en plusieurs couches pour les produits laitiers sous vide, les confitures et autres emballages. Ils ont de bonnes propriétés de traction et conviennent aux emballages de plus grands volumes.
La feuille composite de PVDC, PE et chlorure de polyvinyle (PVC) convient à l'emballage de médicaments faciles à absorber l'humidité et volatiles. À l'heure actuelle, de nombreux instituts de recherche et fabricants nationaux se concentrent sur la recherche sur la technologie de film de stratification composite PVDC et d'autres résines et sur la technologie de résistance à haute température du film composite.
Le PVDC est utilisé dans une variété de substrats tels que PE, PP, PVC, polyamide (PA), polyéthylène téréphtalate (PET), etc. En prenant comme exemple un film de polypropylène orienté biaxialement, la perméabilité à l'oxygène après revêtement Elle est réduite de 1000 fois et la perméabilité à l'eau est réduite de 3 fois. Le revêtement peut être monocouche ou multicouche. Généralement, un revêtement monocouche de 2,5 μm peut avoir un bon effet barrière.
3. EVOH (copolymère éthylène/alcool vinylique)
L'EVOH est le matériau à haute barrière le plus largement utilisé. En plus du type non étirable, les types de films de ce matériau comprennent les types à orientation biaxiale, à dépôt en phase vapeur d'aluminium et à revêtement adhésif. Parmi les types à orientation biaxiale, il existe des types résistants à la chaleur pour les produits d'emballage aseptique. Les propriétés barrières de l'EVOH dépendent de la teneur en éthylène. D'une manière générale, lorsque la teneur en éthylène augmente, les propriétés de barrière aux gaz diminuent, mais le traitement est facile.
La caractéristique remarquable de l’EVOH est qu’il possède d’excellentes propriétés de barrière aux gaz et une excellente aptitude au traitement. De plus, il présente une excellente transparence, brillance, résistance mécanique, extensibilité, résistance à l'abrasion, résistance au froid et résistance de surface.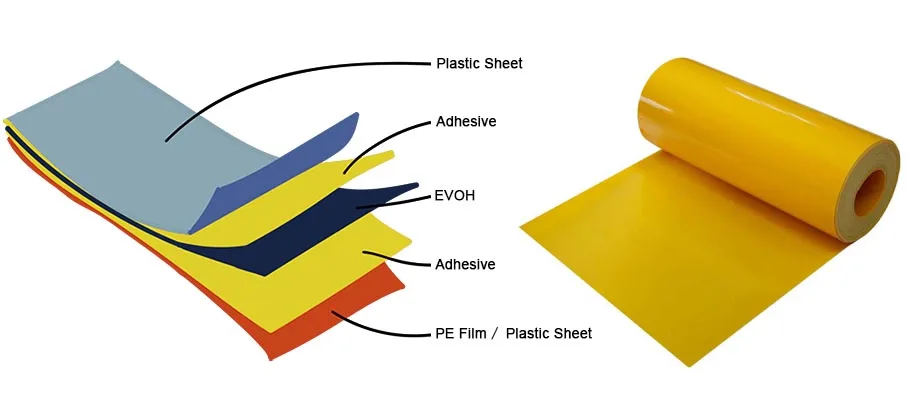
Dans le domaine de l'emballage, l'EVOH est transformé en film composite barrière intermédiaire, utilisé dans tous les emballages rigides et flexibles. Dans l'industrie alimentaire, il est utilisé dans les emballages aseptiques, les canettes chaudes et les sachets cornues, l'emballage des produits laitiers, de la viande, des jus en conserve et des condiments. En matière de produits non alimentaires, il est utilisé pour conditionner des solvants, des produits chimiques, des pièces de structure de climatisation, des revêtements de fûts d'essence, des composants électroniques, etc.
In terms of food packaging, EVOH's plastic containers can completely replace glass and metal containers. Many domestic aquatic companies use PE/EVOH/PA/RVOH/PE five-layer co-extrusion film vacuum packaging for exporting seafood. While accelerating the research of EVOH composite film, the stretching orientation of EVOH is also being studied abroad. The gas barrier performance of the new EVOH film is 3 times that of the existing high-performance non-stretch EVOH film. In addition, EVOH can also be used as a barrier material to coat other synthetic resin packaging materials to enhance the barrier performance.
4. Matériaux d'emballage en nylon
Les matériaux d'emballage à base de nylon utilisaient auparavant du « nylon 6 ». Cependant, l'étanchéité du "nylon 6" n'est pas idéal. Il existe un nylon (MKD6) qui est polycondensé à partir de m-diméthylamine et d'acide adipique. L'étanchéité à l'air est 10 fois supérieure à celle du « nylon 6 », et il présente également une bonne transparence et résistance à la perforation. Il est principalement utilisé. Il convient aux films d'emballage à haute barrière et est utilisé pour les emballages alimentaires flexibles qui nécessitent des propriétés de barrière élevées. Son hygiène alimentaire est également approuvée par la FDA. Sa plus grande caractéristique en tant que film est que la propriété barrière ne diminue pas avec l’augmentation de l’humidité. En Europe, en raison de problèmes de protection de l'environnement, le nylon MXD6 est largement utilisé comme alternative aux films PVDC. Un nouveau type de film extensible bidirectionnel composé de nylon MXD6 et EVOH, en tant que film en nylon haute barrière. La méthode de composition comprend une composition multicouche, et il existe également une méthode de mélange et d'étirement du nylon MXD6 et de l'EVOH.
5. Film de revêtement d'oxyde inorganique
Le film dit obtenu en plaquant du SIOx (oxyde de silicium) sur le film d'autres substrats a attiré de plus en plus d'attention sur le marché. En plus du film d'oxyde de silicium, il existe également un film d'oxyde d'aluminium déposé en phase vapeur. Son étanchéité à l'air est la même que celle du revêtement d'oxyde de silicium obtenu par le même procédé.
Les technologies de composition multicouche, de mélange, de copolymérisation et d’évaporation se sont développées extrêmement rapidement. Les matériaux d'emballage à haute barrière tels que le copolymère d'éthylène-alcool vinylique (EVOH), le chlorure de polyvinylidène (PVDC), la polyamine (PA), les composites multicouches de polyéthylène téréphtalate (PET) et les composés de silicone. Les films évaporés, etc. ont été développés. Parmi eux, les matériaux d'emballage en polyamide MXD6 et les films d'évaporation en oxyde de silicium sont particulièrement attractifs.
Coordonnées
No.32 Lubin Rd, zone industrielle Lucky, Shanghai, Shanghai, Chine Téléphone:+8613818585204 E-mail:[email protected]Suivez-nous


Scannez pour vous connecter avec nos ventes




Cliquez pour discuter sur WhatsApp

Produits