Главная / Новости промышленности / Анализ распространенных причин плохого всасывания пластиковых листов (часть 2)
Анализ распространенных причин плохого всасывания пластиковых листов (часть 2)
Влияние блистерного процесса
Блистерный процесс включает: процесс печати и покрытия блистера маслом и процесс термозапечатывания блистера.
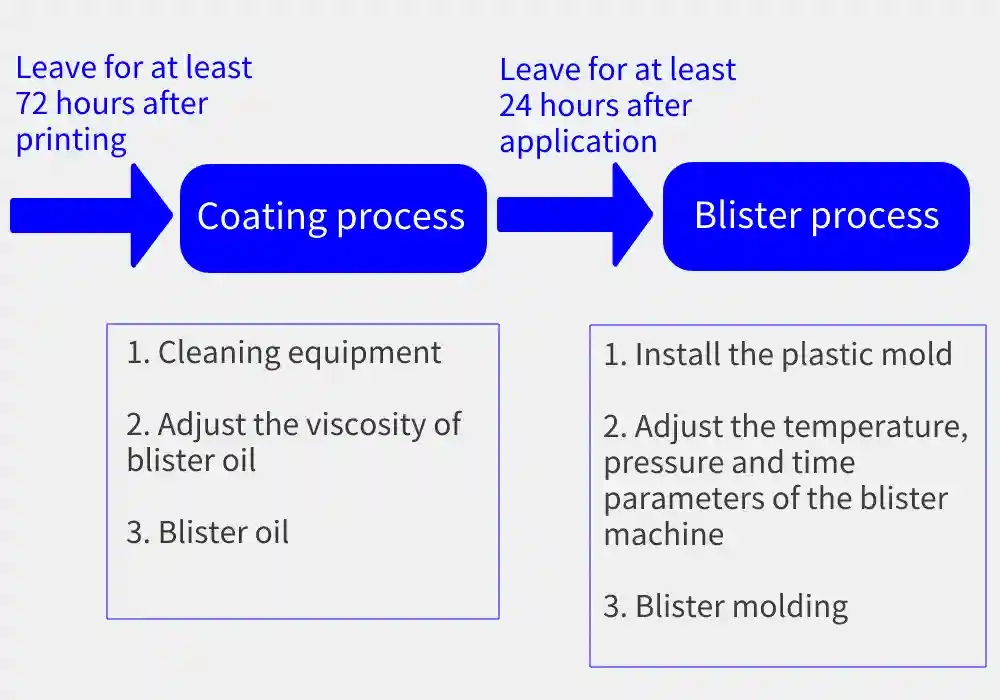
В настоящее время существует три способа реализации процесса нанесения покрытия: автономное замасливание машины с полным замасливанием пластины, частичное замасливание трафаретной печати, замасливание соединения офсетной печати.
Автономное покрытие и блистерные процессы обычно требуют, чтобы продукт находился в течение не менее 72 часов после печати, а блистерное масло можно наносить на поверхность после того, как большая область темной краски полностью высохнет. Перед блистерным процессом дайте изделию постоять не менее 24 часов.
Текущий метод промасливания соединения (обычно используется пластиковое масло на водной основе) может сократить время, но эффект поглощения пластика не очень хороший. Основные цели контроля процесса промасливания: количество промасливания соответствует требованиям (обычно около 3-5 г/м2, в зависимости от свойств поверхности материала и концентрации масла в блистере), и масло в блистере полностью проникло.

В процессе нанесения покрытия необходимо хорошо контролировать количество покрытия, чтобы обеспечить выравнивание, блеск, эффект проникновения и сухость поверхности пленки. При блистерном процессе в основном контролируется температура, давление, время и другие условия для обеспечения блистерного эффекта.
¢ÙÙ Толщина покрытия блистерного масла должна быть соответствующей. Регулируя зазор между дозирующим и покрывающим валиком или выбирая подходящий анилоксовый валик, обеспечьте достаточное количество блистерного масла при его нанесении. Очевидное сморщивание, иначе это чревато нестабильностью блистера;
¢ÚКогда температура нагревательной пластины выше температуры блистерного масла и крышки блистера, тепловая энергия может находиться в состоянии передачи до тех пор, пока температура не станет постоянной, что требует времени для накопления;
¢Û Применение давления может помочь удалить воздух в зазоре, чтобы ускорить теплопередачу, и помочь тесной адсорбции масла для блистеров и покрытия блистера;
¢Ü Следует отметить, что температура нагревательной пластины не совпадает с температурой крышки блистера.

Влияние метода нагрева оборудования для блистерной упаковки
Существует три типа методов нагрева оборудования для блистерной упаковки: традиционный нагрев спины, нагрев поверхности нагревательного листа и высокочастотный внутренний нагрев. Различные методы нагрева, различные методы контроля температуры и различные эффекты теплопередачи приводят к различным эффектам размягчения и охлаждения блистерного масла.

1 В традиционном блистерном процессе используется метод обратного нагрева, нагревательная плита нагревается, и тепло передается на поверхность блистерного масла и крышки блистера через обратный нагрев бумажной карты для завершения процесса формования блистера, при этом температура блистера относительно постоянна и не может быть быстро отрегулирована.
На теплопередачу сильно влияет толщина бумаги. Чем толще бумага, тем сложнее быстро передать тепло на крышку блистера. Поэтому необходимо дать достаточно времени для блистерного пресса, чтобы тепло полностью передалось на блистерную крышку для обеспечения блистера. Эффект.
2 Нагрев листа блистера машины, тепло и передача тепла на поверхности крышки блистера на поверхность масла блистера для завершения процесса формирования блистера, и температура блистера может быть быстро отрегулирована.
Поскольку нагревательный лист находится в непосредственном контакте с крышкой блистера, при слишком высокой температуре крышка блистера легко деформируется под воздействием тепла, и тепло трудно передать на поверхность блистерного масла (чем тоньше крышка блистера, тем легче передать тепло, но тем легче она деформируется). Чтобы обеспечить хороший эффект блистера, необходимо выбрать покрытие блистера с подходящей толщиной и отрегулировать температуру блистера и время плавления.
3. Высокочастотный внутренний нагрев, который использует высокочастотное электрическое поле для колебания внутренних молекул пластикового покрытия и пластикового масла для выработки тепловой энергии, завершения процесса формирования пластика, и температура может быть быстро отрегулирована.
Этот метод нагрева обладает наиболее стабильной теплопередачей, а соответствующую температуру можно регулировать по своему усмотрению в зависимости от свойств материала. Однако, поскольку в момент плавления возникает большой ток, легко образуются искры, и он не подходит для передачи серебряных карточных изделий.
На практике, поскольку температура блистера оказывает большое влияние на эффект блистера, обычно рекомендуется использовать оборудование для упаковки блистеров, которое может быстро регулировать температуру.
Относительные новости
- Application of black conductive PS sheet in mobil…
- Uses of 0.18-1.8mm thick conductive PET sheets
- PULIXIN shipped today: white PS sheets to the Mid…
- Application of 0.5mm frosted PP plastic sheet
- Application case: 0.35-0.85mm thick frosted PP sh…
- Application of PP Sheet Thermoformed Packaging Bo…
- Today’s shipment: 50 tons of PET sheet roll…
- Talk about the PP thermoforming sheet I know
- 1.7mm thick PP plastic sheet: ideal for disposabl…
- В чем разница между токопроводящими полипропиленовыми...

- Сообщение
- Связаться с